
手機(jī): 18653128363
電話: 18653128363
地址: 濟(jì)南市濟(jì)北工業(yè)園
油缸怎么修復(fù),
油缸怎么修復(fù)?
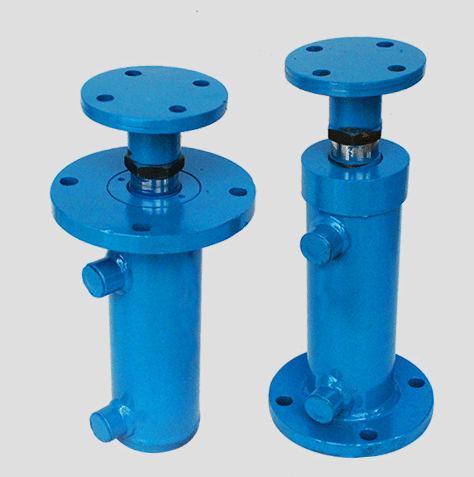
油缸怎么修復(fù)?缸筒是液壓油缸的主體,當(dāng)這一重要組件出現(xiàn)故障,我們?nèi)绾螌ζ溥M(jìn)行有效修補(bǔ)處理呢?
,(圖1)")
一、檢查缸筒精度要求
(1)缸孔的尺寸與公差(一般為H8或H9,活塞環(huán)密封時為H7,間隙密封時H6);
(2)內(nèi)孔表面粗糙度Ra為0.2~0.8;
(3)缸孔的幾何精度(參考值為圓度肯圓柱度誤差應(yīng)小于直徑尺寸公差的1/3~1/2);
(4)缸孔軸線直線度誤差(應(yīng)為500mm長度上不大于0.03mm);
(5)缸筒端面對軸線胡垂直度誤差(在100mm直徑上不得大于0.04mm);
(6)檢查耳環(huán)式液壓缸耳環(huán)孔胡軸線對缸筒軸線的位置誤差(參考值為0.03mm)和垂直度誤差(在100mm長度上不大于0.1mm);
(7)檢查軸耳式液壓缸在軸耳軸線胡位置誤差(不大于0.01mm)和垂直度誤差(在100mm長度上不大于0.1mm);
(8)缸孔表面?zhèn)蹤z查。
,(圖2)")
二、缸筒修補(bǔ)方法
(1)對于內(nèi)孔拉毛、局部磨損及因冷卻液進(jìn)入缸筒孔內(nèi)而產(chǎn)生的銹斑,或出現(xiàn)較淺溝紋,即便椒較深線狀溝紋,但此溝紋是圓周方向而非軸向長直槽形,均可使用較細(xì)的金相砂紙或精油石砂磨,或可進(jìn)行拋光。
(2)但如果是軸向較深在長溝槽,深度大于0.1mm且長度超過100mm,大蘭液壓廠家則建議各位考慮鏜磨或珩磨內(nèi)孔,并研磨內(nèi)孔。精度與表面粗燥度按上述說明的尺寸予以保證,若不具備該項(xiàng)修理?xiàng)l件,也可先去油去污,以銀焊補(bǔ)缺。
(3)研磨方面,珩磨可分粗珩、精珩兩種,兩種方法基本相同,僅所用油石的粒度存在差別。當(dāng)選用粗珩時,油石胡粒度為80,精珩油石的粒度則為160~200。
(4)精珩處理完后,再用0號紗布包在珩磨表面對孔進(jìn)行拋光,有條件的情況下可在專用在珩磨機(jī)上進(jìn)行操作,無條件時也可在機(jī)床上進(jìn)行珩磨。若液壓系統(tǒng)油缸缸體內(nèi)表面有所損壞,也可采用手動珩磨法或在立式鉆床上進(jìn)行珩磨。
(5)珩磨階段,缸體轉(zhuǎn)速為200r/min左右,珩磨頭往復(fù)移動速度為0.1~0.15mm。珩磨鑄鐵缸體時,可采用煤油或柴油潤滑,珩磨鋼制缸體時,冷卻潤滑采用混合液(煤油占80%,豬油占18%,硫磺占2%),若缸體硬度較高,可再適當(dāng)加入10%左右的油酸。
(6)修復(fù)后的液壓系統(tǒng)油缸缸體,兩端面對軸線在垂直度誤差為0.04mm,缸體內(nèi)孔在圓度肯圓柱度誤差不得超過內(nèi)孔直徑公差的一半,缸體內(nèi)孔的表面粗糙度應(yīng)為Ra0.2~0.4μm。
-
液壓油缸工程油缸 非標(biāo)油缸定制
-

移動式升降機(jī) 自行走升降機(jī)
-

鋁合金升降平臺
-

工程環(huán)衛(wèi)垃圾車液壓油缸 上下法蘭油缸
-

液壓升降貨梯
-

鋁合金升降機(jī)單雙柱鋁合金升降機(jī)6-12米鋁合金升降機(jī)現(xiàn)貨供應(yīng)
-

液壓油缸定制
-

固定剪叉式升降平臺
